食品行业纯水设备及产水需符合多项国家强制标准和行业规范,核心要求围绕水质安全、设备合规和生产工艺控制,具体分类如下:
一、核心水质基础标准
- 通用生产用水最低要求:必须符合 GB 5749-2022《生活饮用水卫生标准》,这是所有食品加工用水的强制性基础标准。
- 瓶装/桶装饮用水特殊要求:生产成品包装饮用水的设备出水需符合 GB 17324-2003《瓶(桶)装饮用纯净水卫生标准》,要求电导率≤10μS/cm。
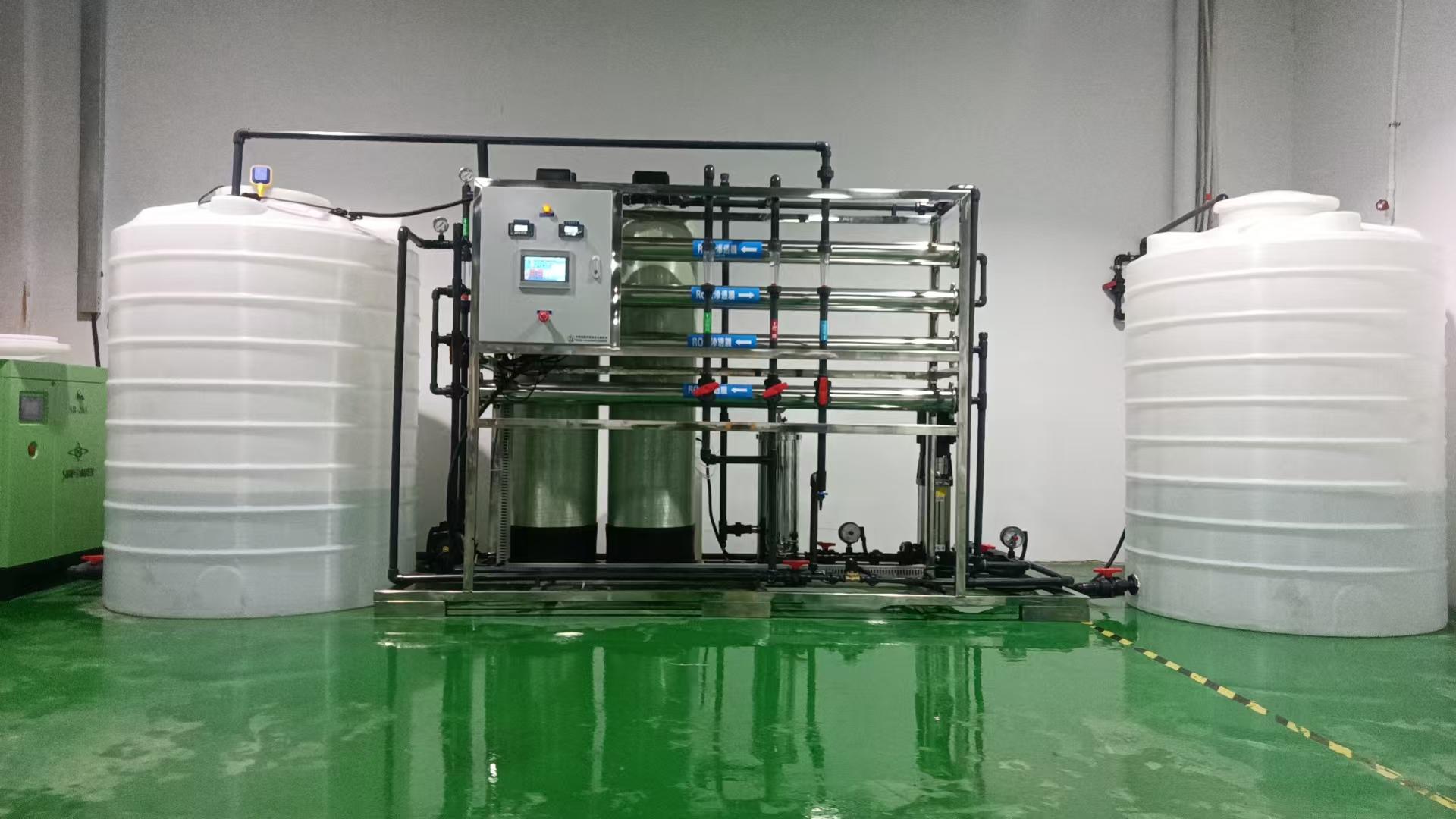
- 包装饮用水生产规范:设备配置和生产过程需符合 GB 14881-2013《食品生产通用卫生规范》 及食品安全国家标准《包装饮用水生产卫生规范》,明确要求水处理设备必须配备精滤、杀菌/除菌、反渗透(生产纯净水)等核心单元。
二、水质指标具体要求
1. 微生物控制标准(严于普通饮用水)
2. 化学污染物限值
3. 核心工艺参数
要求出水电导率≤10μS/cm,同时需控制溶解氧≤0.5mg/L、pH值稳定在6.5-7.5区间。
三、设备本身合规要求
- 接触材料安全:与水/食品接触的设备部件必须符合 GB 4806.1-2016《食品安全国家标准 食品接触材料通用安全要求》,推荐使用316L不锈钢或食品级PVC,管道内表面粗糙度Ra≤0.8μm,所有密封件需符合FDA认证标准。
- 洁净空间要求:设备安装及生产洁净区域需符合 GB 50687-2011《食品工业洁净用房设计规范》。
- 消毒验证要求:推荐采用"紫外线+臭氧"或巴氏杀菌的组合消毒方案,要求杀菌率达到99.9%以上,且每季度需进行全项水质验证,滤芯更换周期不超过2000小时,需保留至少3年运行记录。