纯水设备是食品饮料生产中保障水质安全与产品品质的核心水处理设备,它通过多级净化处理原水,从多个维度支撑生产稳定与合规,核心作用如下:
1. 深度净化原水,保障饮水与产品安全
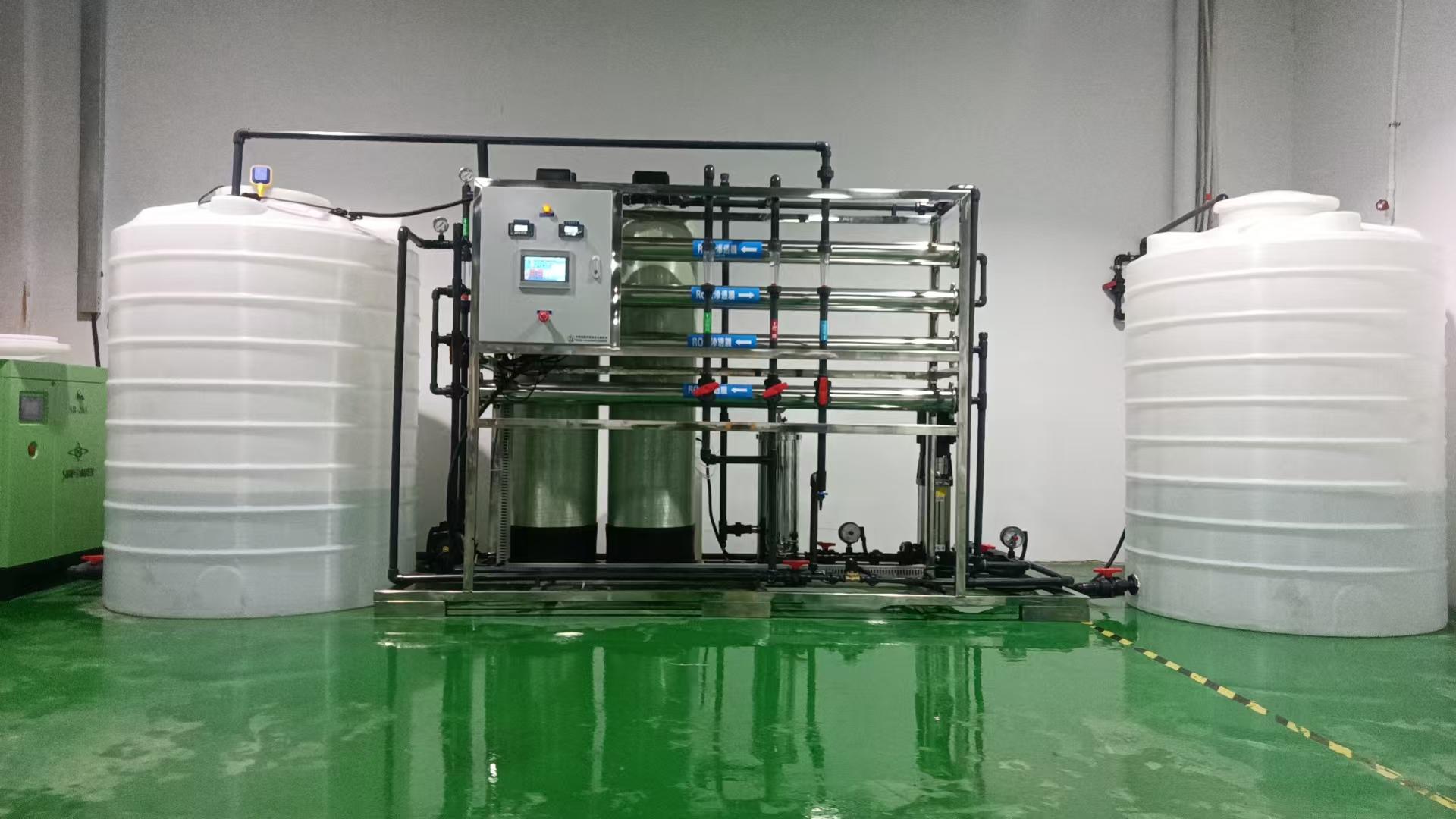
纯水设备通过预处理(多介质过滤、活性炭过滤、软化处理)+ 核心反渗透/EDI工艺,可高效去除原水中的悬浮物、胶体、有机物、余氯、无机盐、重金属以及微生物、细菌病毒等杂质,单根反渗透膜脱盐率可达99.8%,从源头避免杂质导致的产品变质、风味异常问题。
2. 满足不同生产环节的水质要求
食品饮料生产各环节对水质都有高标准要求,纯水设备可针对性处理:
- 成品水制备:瓶装/桶装饮用水、矿泉水生产中,直接将原水处理至符合《GB 17324-2003瓶(桶)装饮用纯净水卫生标准》,电导率可控制在10uS/cm以下;
- 原料生产用水:果汁、软饮料、乳制品、酒类等产品的原料调配,纯水可避免杂质影响产品口感与稳定性;
- 清洗用水:食品原料、生产设备、餐具的清洗使用纯水,可避免二次污染,保障生产环境卫生;
- 辅助生产用水:罐头生产杀菌后的冷却用水、锅炉用水,纯水可防止微生物污染,同时减少锅炉结垢与腐蚀,延长设备使用寿命,保障生产稳定运行。
3. 稳定水质达标,满足合规要求
国家对食品饮料行业全流程管控愈发严格,纯水设备配备智能监测与自动控制系统,可实时调节处理流程、稳定出水水质,全程保障生产用水符合国家食品卫生标准,助力企业合规生产。同时多数设备支持RO浓水回收利用,部分工艺无需化学药剂再生,还能降低能耗与废水排放,符合环保生产要求。