纯化水设备的核心优势在于其能够高效、稳定地制备符合多行业高标准要求的纯净水,广泛应用于医药、电子、食品、化工等对水质敏感的领域。相比传统水处理方式,现代纯化水设备在环保性、运行稳定性、自动化程度和全生命周期成本控制方面具有显著优势。
一、核心技术优势:高脱盐率与连续产水
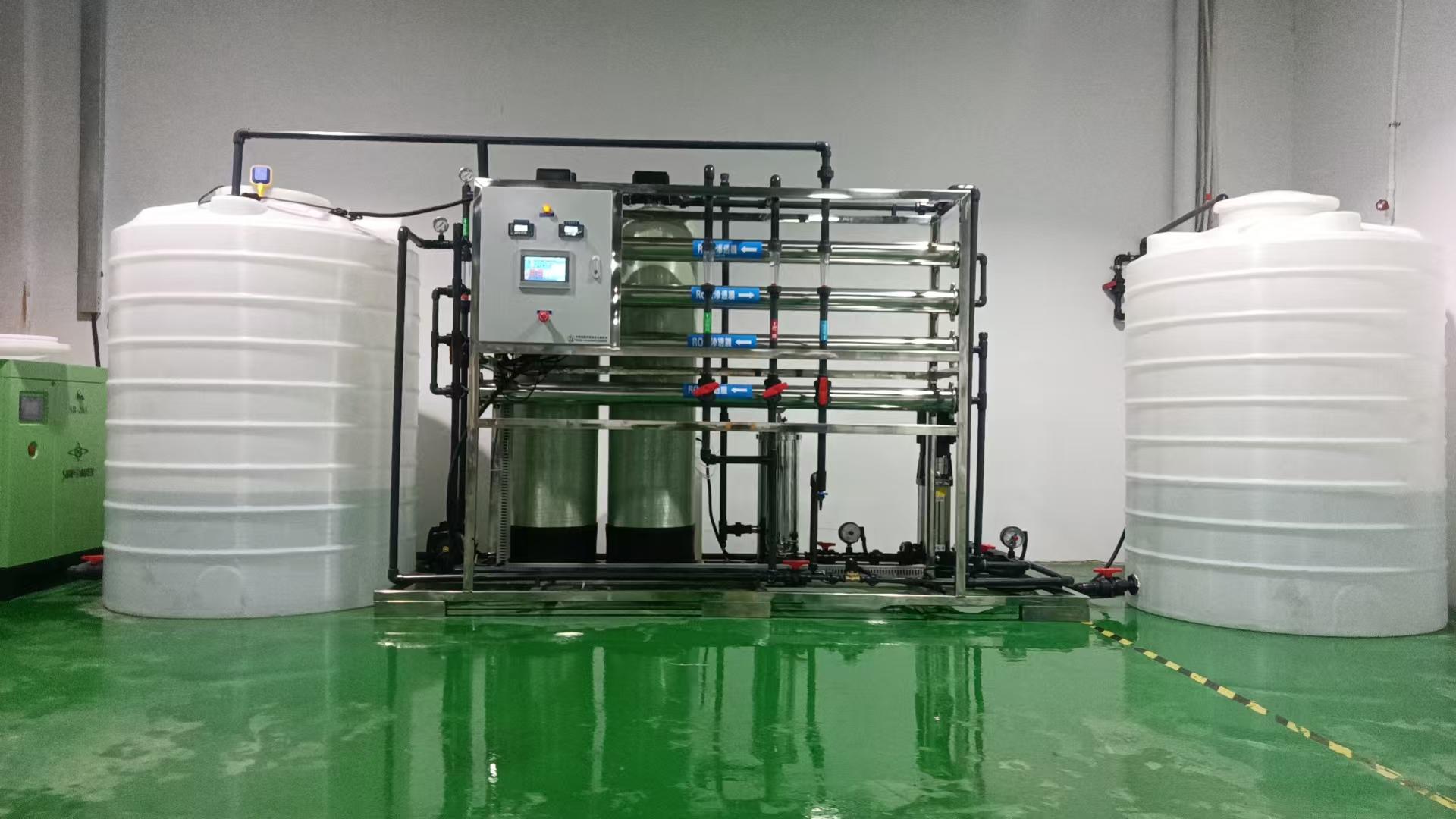
- 反渗透(RO)+EDI组合工艺成为主流,实现无需酸碱再生的连续制水。
EDI技术通过电渗析与离子交换耦合,在直流电场作用下持续去除水中离子,避免了传统混床再生带来的酸碱消耗和废液排放,更加环保。 - 脱盐率普遍超过99.8%,产水电阻率可达15–18.2MΩ·cm,满足超纯水标准。
- 系统可24小时连续运行,适用于制药、半导体等对供水连续性要求高的场景。
二、运行与维护优势:低能耗、少人工干预
- 能耗更低:采用变频泵、高效反渗透膜及智能控制系统,单位产水能耗可控制在0.3–0.5kWh/m³,部分先进系统甚至低至0.2kWh/m³。
- 自动化程度高:PLC控制+触摸屏操作,具备自动冲洗、高低压保护、缺水报警等功能,减少人工值守需求。
- 模块化设计提升维护效率:关键组件如RO膜、EDI模块采用快接式结构,更换耗时≤4小时,普通电工即可完成基础维护。
三、水质稳定性强,适配复杂原水条件
- 针对高硬度、高含盐、高浊度等恶劣水质,设备可通过定制化预处理(如多介质过滤、软化装置)保障后续膜系统稳定运行。
- 实测数据显示,在原水浊度突增至230NTU时,智能系统可在12分钟内恢复出水至0.3NTU以下,电导率波动小于1.2μS/cm。
- 全流程采用304L或316L不锈钢材质,配合紫外线杀菌和终端超滤,确保微生物、内毒素等指标符合GMP和药典要求。
四、长期使用成本更优
尽管初期投资较高,但通过以下方式降低全生命周期成本:
- 减少耗材支出:EDI系统无需树脂再生,年维护费用比传统混床低60%以上。
- 延长设备寿命:304不锈钢机身适应潮湿工业环境,使用寿命延长5年以上。
- 智能预警降低停机损失:在线监测系统可提前推送滤芯更换、水质异常预警,避免因突发故障导致生产中断。