纯水设备的核心特点是能够高效去除水中的各类杂质,产出高纯度水质,广泛适用于对水质要求严苛的行业。其主要特点如下:
1. 高精度净化能力
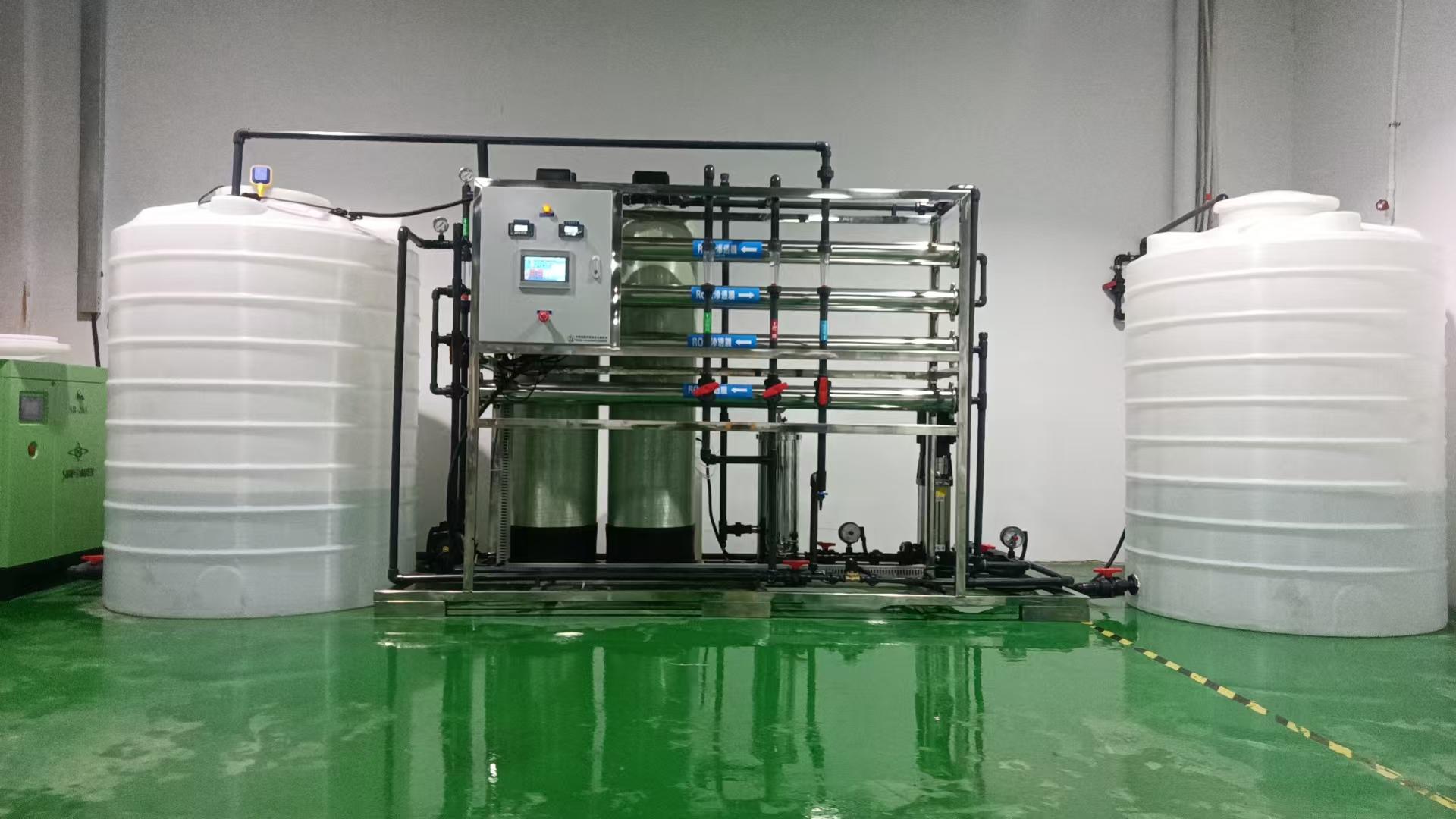
纯水设备采用多级处理工艺,结合反渗透(RO)、离子交换、电去离子(EDI)、紫外线杀菌、超滤等多种技术,可深度去除水中99%以上的离子、有机物、重金属、细菌、病毒、热原及微粒等污染物。例如,反渗透膜孔径仅为0.0001微米,远小于细菌和病毒的尺寸,能实现高效截留。
2. 出水水质稳定且可分级
根据不同应用需求,设备可产出不同等级的纯水:
- 纯水:电阻率一般在1–10 MΩ·cm,适用于实验室基础用水、食品饮料加工等;
- 超纯水:电阻率达到15–18.2 MΩ·cm,满足半导体清洗、精密分析等高端需求。
3. 自动化与智能化控制
现代纯水设备普遍配备PLC+SCADA控制系统,支持全自动运行、实时水质监测(如电导率、TOC)、故障报警、远程监控和用户权限管理,减少人工干预,提升运行可靠性。部分系统还具备自动冲洗、高低压保护、液位联动启停等功能,延长核心部件寿命。
4. 节能环保,运行成本低
- 无需使用酸碱再生(如EDI技术),避免化学废液排放,绿色环保;
- 采用高效低压反渗透膜和变频泵,降低能耗;
- 浓水回收模块可提高水利用率,部分系统回收率可达75%以上。
5. 模块化设计,适应性强
设备可根据原水水质和用户需求进行个性化配置,适用于不同场景,如实验室、制药、电子、化妆品等行业。模块化结构也便于维护和扩容。
6. 应用领域广泛
纯水设备已深度应用于多个高要求行业:
- 制药行业:符合GMP标准,用于大输液、制剂、清洗等环节;
- 电子工业:为芯片制造、光伏生产提供无污染超纯水,防止器件腐蚀;
- 食品饮料:用于纯净水灌装、酒类勾兑、乳化工艺等;
- 化妆品:用于溶解活性成分、稀释原料,确保产品稳定性。